Om een aaneengesloten voegenbandsysteem te verkrijgen, zal er bijna altijd in het voegenband gelast of gevulkaniseerd moeten worden. In SBR-rubber voegenbanden kunnen in de praktijk op de bouwplaats alleen maar stuiklassen gevulkaniseerd worden, hetgeen betekent dat men in geval van dat materiaal alleen rechte delen aan elkaar kan lassen. Vormstukken zullen in de fabriek als prefab systeem gemaakt moeten worden. Overigens is dat laatste ook in geval van toepassing van andere materialen zeer aanbevelenswaardig om vertraging tijdens de uitvoering op de bouwplaats te voorkomen.
Vormstukken
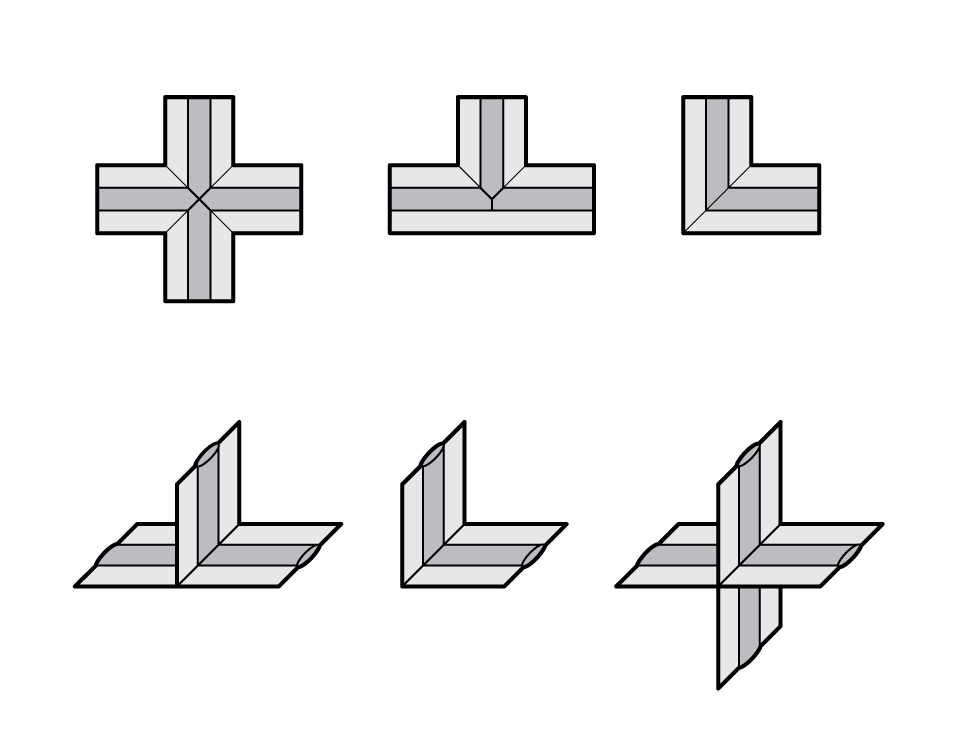
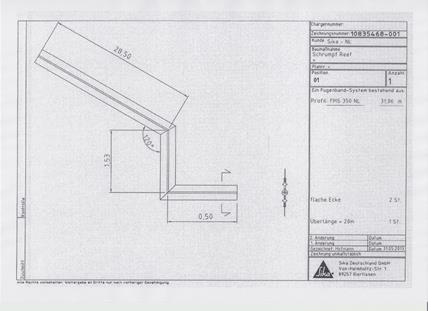
Voor de bestelling van de hierboven afgebeelde standaard vormstukken kan worden volstaan met de afbeeldingen uit de standaard catalogus, echter voor complexere vormstukken moeten zoveel mogelijk vooraf detailtekeningen worden gemaakt.
PVC en Tricomere voegenbanden hebben het voordeel dat deze zowel in de fabriek als op het werk gelast kunnen worden. Als dan zou blijken dat de maatvoering niet volledig overeenkomt met de realiteit in het werk, is het nog mogelijk op de bouwplaats correcties aan te brengen.
Goede maatvoering en planning blijven echter zeer belangrijk, eenmaal geleverd is het veelal niet eenvoudig om wijzigingen aan te brengen en als het vanwege de materiaalkeuze al mogelijk is, leidt dat al gauw tot vertragingen!
Vulkaniseren van rubber voegenbanden
Rubber voegenbanden worden onder druk en hitte met toevoeging van half gevulkaniseerd rubber met elkaar verbonden. Voor een goede drukverdeling is het gebruik van de juiste voegenbandmatrijzen (zie foto) essentieel.
Het maken van deze verbindingen kan alleen door geschoold personeel en of door de leverancier zelf uitgevoerd worden.

Bepaalde leveranciers hebben ook ‘koude’ vulkanisatie in de aanbieding. Echter onbekend is de levensduur van de daarmee bereikte verbinding.
Lassen van PVC en Tricomere voegenbanden
PVC en PVC/NBR mengcompounds zoals het Tricomere, worden met behulp van hitte met elkaar verbonden. Dit hoeft niet met matrijzen te gebeuren, een lasbijl en hete lucht föhn is voldoende om het materiaal vloeibaar te maken zodat het in elkaar kan overlopen.
Ook hier is het raadzaam deze verbindingen door geschoold personeel uit te laten voeren.

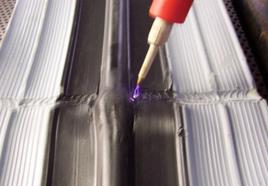
Vonkentest
Door middel van een vonkentestapparaat kan de PVC/Tricomere verbinding op dichtheid getest worden. Bij onvoldoende dichtheid slaat de vonk door het voegenband heen. Ook deze controle kan alleen door geschoold personeel uitgevoerd worden.